Dye Penetrant Testing
Dye penetrant inspection(DPI), also calledliquid penetrant inspection(LPI) orpenetrant testing(PT), is a widely applied and low-cost inspection method used to locate surface-breaking defects in allnon-porousmaterials (metals, plastics, or ceramics). The penetrant may be applied to all non-ferrous materials and ferrous materials, although for ferrous componentsmagnetic-particle inspectionis often used instead for its subsurface detection capability. LPI is used to detect casting, forging and welding surface defects such as hairline cracks, surfaceporosity, leaks in new products, andfatigue crackson in-service components.
Inspection steps
1. Pre-cleaning:
The test surface is cleaned to remove any dirt, paint, oil, grease or any loose scale that could either keep penetrant out of a defect, or cause irrelevant or false indications. Cleaning methods may include solvents, alkaline cleaning steps,vapour degreasing, or media blasting. The end goal of this step is a clean surface where any defects present are open to the surface, dry, and free of contamination. Note that if media blasting is used, it may "work over" small discontinuities in the part, and an etching bath is recommended as a post-blasting treatment.
2. Application of Penetrant:
The penetrant is then applied to the surface of the item being tested. The penetrant is allowed "dwell time" to soak into any flaws (generally 5 to 30 minutes). The dwell time mainly depends upon the penetrant being used, material being tested and the size of flaws sought. As expected, smaller flaws require a longer penetration time. Due to their incompatible nature one must be careful not to apply solvent-based penetrant to a surface which is to be inspected with a water-washable penetrant.
3. Excess Penetrant Removal:
The excess penetrant is then removed from the surface. The removal method is controlled by the type of penetrant used. Water-washable, solvent-removable,lipophilicpost-emulsifiable, orhydrophilicpost-emulsifiable are the common choices.Emulsifiers represent the highest sensitivity level, and chemically interact with the oily penetrant to make it removable with a water spray. When using solvent remover and lint-free cloth it is important to not spray the solvent on the test surface directly, because this can remove the penetrant from the flaws. If excess penetrant is not properly removed, once the developer is applied, it may leave a background in the developed area that can mask indications or defects. In addition, this may also produce false indications severely hindering your ability to do a proper inspection. Also, the removal of excessive penetrant is done towards one direction either vertically or horizontally as the case may be.
4. Application of Developer:
After excess penetrant has been removed, a white developer is applied to the sample. Several developer types are available, including:non-aqueous wet developer, dry powder, water-suspendable, and water-soluble. Choice of developer is governed by penetrant compatibility (one can't use water-soluble or -suspendable developer with water-washable penetrant), and by inspection conditions. When using non-aqueous wet developer (NAWD) or dry powder, the sample must be dried prior to application, while soluble and suspendable developers are applied with the part still wet from the previous step. NAWD is commercially available in aerosol spray cans, and may employ acetone,isopropyl alcohol, or a propellant that is a combination of the two. Developer should form a semi-transparent, even coating on the surface.
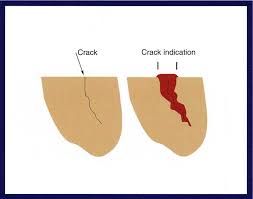
The developer draws penetrant from defects out onto the surface to form a visible indication, commonly known as bleed-out. Any areas that bleed out can indicate the location, orientation and possible types of defects on the surface. Interpreting the results and characterizing defects from the indications found may require some training and/or experience [the indication size is not the actual size of the defect].
5. Inspection:
The inspector will use visible light with adequate intensity (100 foot-candlesor 1100 luxis typical) for visible dye penetrant. Ultraviolet (UV-A) radiation of adequate intensity (1,000 micro-watts per centimeter squared is common), along with low ambient light levels (less than 2 foot-candles) for fluorescent penetrant examinations. Inspection of the test surface should take place after 10- to 30-minute development time, depends of product kind. This time delay allows the blotting action to occur. The inspector may observe the sample for indication formation when using visible dye. It is also good practice to observe indications as they form because the characteristics of the bleed out are a significant part of interpretation characterization of flaws.
6. Post Cleaning:
The test surface is often cleaned after inspection and recording of defects, especially if post-inspection coating processes are scheduled.


WRITE TO US
Quality Network Pvt Ltd.
Works
No. 10, II Cross Street, Kalaimagal Nagar,
Ekkattuthangal, Chennai - 600032
CONTACT US
Registered Address
#38/GA, Shoreham, 5th Avenue, Besant Nagar,
Chennai – 600 090
CONTACT DETAILS
Phone: +91 44 3551 0355