UTG Ultrasonic Thickness Measurement
Ultrasonic thickness measurement is a method of performing non-destructive measurement of the local thickness of a solid element (typically made of metal, if using ultrasound testing for industrial purposes) basing on the time taken by the ultrasound wave to return to the surface. This type of measurement is typically performed with an ultrasonic thickness gauge.
Ultrasonic waves have been observed to travel through metals at a constant speed characteristic to a given alloy with minor variations due to other factors like temperature.

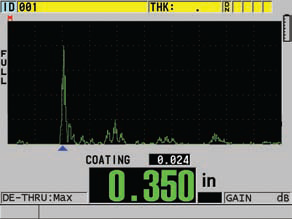
Thru-coat Technology
It uses a single back-wall echo to measure true metal thickness. You can display the metal and coating thicknesses, each adjusted for their correct material sound velocities. There is no need to remove paint and coatings from surfaces.

Thickness Measurements on Plastics, Metals, Composites, Glass, Rubber, Ceramics
When using single element transducers, you can make accurate thickness measurements on metals, plastics, composites, glass, ceramics, and other materials. These transducers are available in a wide range of frequencies, diameters, and connector styles.

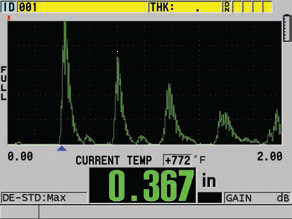
Thickness Measurement at high temperature
Measurements at elevated temperatures (higher than approximately 50° Celsius or 125° Fahrenheit) represent a special category. First, it is important to note that standard direct contact transducers will be damaged or destroyed by exposure to temperatures higher than this limit. This is due to the varying thermal expansion coefficients of the materials used to construct them, which will cause disbonding at elevated temperatures. Direct contact transducers should never be used on a surface that is too hot to comfortably touch with bare fingers. Thus, high temperature measurements should always be done in Mode 2 or Mode 3 with either a delay line transducer (with an appropriate high temperature delay line) or an immersion transducer.

Sound velocity in all materials changes with temperature, normally increasing as the material gets colder and decreasing as it gets hotter, with abrupt changes near the freezing or melting points. This effect is much greater in plastics and rubber than it is in metals or ceramics. Velocity changes are related to changes in elastic modulus and density, and depending on the material and temperature range the relationship can be significantly non-linear. For maximum accuracy, the gage sound velocity setting should be calibrated at the same temperature where measurements will be made. Measurement of hot materials with a gage set to room temperature sound velocity will often lead to significant error.
Finally, at temperatures greater than approximately 100° C or 200° F, special high temperature couplants are recommended. A variety of them are available from commercial sources.
High Penetration Software Option
This option allows you to use low frequency single element transducers (as low as 0.5 MHz) to measure thick or sound attenuating materials such as rubber, fiberglass, castings, and composites.

Multilayer Software Option
This software option calculates and simultaneously displays thick- ness measurements of up to four individual layers. It also displays total thickness of selected layers. Typical applications include thickness of barrier layers in plastic fuel tanks, bottle preforms, and soft contact lenses.

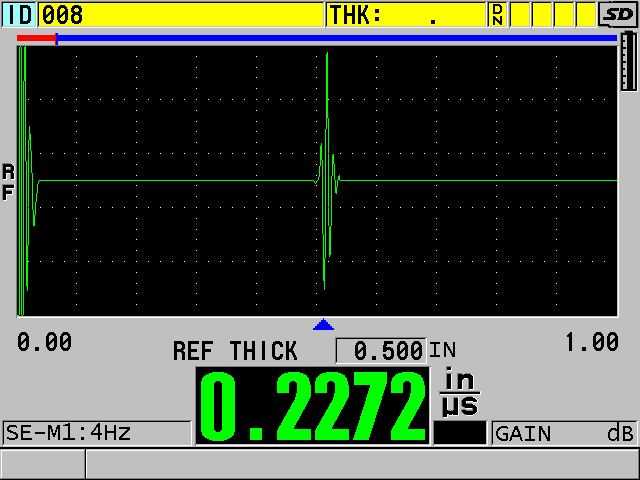
Measuring Nodularity
Measuring the degree of nodularity in cast iron, or distinguishing nodular iron from gray iron.
Non-destructive nodularity testing can be done with any ultrasonic instrument that is capable of measuring sound velocity, which includes thickness gages, flaw detectors, and pulser-receivers.
Carbon in the form of graphite is often used as an additive in the production of cast iron, amounting to 2 to 4 percent by weight or 6 to 10 percent by volume in typical castings. The microstructure of graphite within cast iron has major effects on the casting's mechanical properties. When graphite arranges itself as thin flakes the result is gray iron, which is hard and brittle. When graphite takes the form of spherical nodules the result is nodular iron, which is soft and malleable.

Both gray and nodular iron are made by mixing carbon, silicon, and other additives into molten iron, and often part of the mixing is done in the final mold. If the mixing is non-uniform or the casting process is otherwise imperfect, it is possible to make a casting with variations in nodularity, or pockets of gray iron within a nodular iron casting. Because this will significantly change the mechanical properties of the metal, foundries need to check nodular iron for uniformity. It is important both that the distribution of graphite in the casting be uniform, and that graphite inclusions be of the right form (nodules rather than flakes).
Microscopic examination and tensile strength tests are effective for checking nodularity, but for quick and non-destructive evaluation of a casting the preferred method is ultrasonic testing based on the fact that nodular iron and gray iron have different sound velocities.
WRITE TO US
Quality Network Pvt Ltd.
Works
No. 10, II Cross Street, Kalaimagal Nagar,
Ekkattuthangal, Chennai - 600032
CONTACT US
Registered Address
#38/GA, Shoreham, 5th Avenue, Besant Nagar,
Chennai – 600 090
CONTACT DETAILS
Phone: +91 44 3551 0355